トランスができるまで
巻線工程
ここでは、弊社のコイルを作る巻線工程についてご説明いたします。
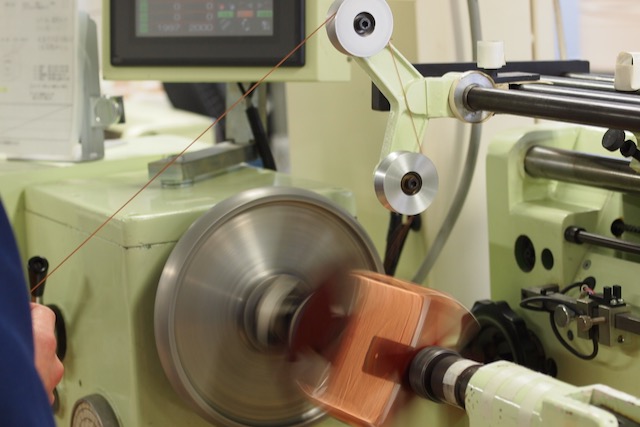
当社の巻線機は、軸が回転し電線を巻取っていくタイプです。写真のタイプの巻線機は、電線を巻線機の向こう側にセットします(そうでないタイプの巻線機もあります)。 巻線はまず、プラスチックボビンや絶縁紙でつくった枠を回転軸にセットし、巻数や電線の線径、マージンなどをセットし、作業を開始します。ペダルを踏むと回転軸が回り始め、電線を巻取っていきます。隣り合う電線が密になるよう、電線は巻取られていきます。 1層目が巻終わったところで、次の層との間に絶縁紙を入れ、層間の絶縁を強化します。 あとは巻線機がどんどん巻いてくれますが、実際の作業は想像以上に難しいものです。巻線機のテンションや速度その他の要因を考慮しながら行いますので、かなりの熟練が必要です。
この工程で良いコイルができていないと、続く工程に大きく影響します。 特に海外規格に対応した絶縁距離を確保や、過熱保護のための温度ヒューズの挿入、タップの出し方、コイル内での半田揚げなどには細心の注意が必要です。
組立工程
コイルの被覆剥離
巻線工程でつくられたコイルは、まずコイルから出ている電線の被覆を剥離しなければなりません。剥離には特殊な薬品を使用しますが、この際、薬品の飛沫が人体やコイルの内部にかからないよう細心の注意が必要です。
コア入れ:カットコア編
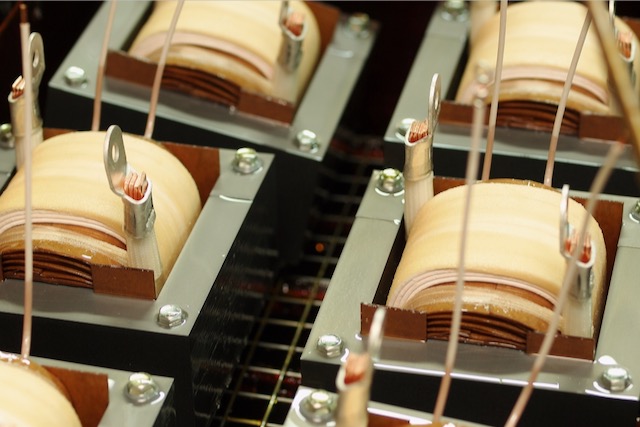
カットコアはアルファベットの"C"の形をしたケイ素鋼板鉄心を二つ組み合わせ、それぞれの脚にコイルを挿入します。 コアがずれたり、とれてしまわないように、接合面には特殊な接着剤を塗り、ベルトで締め付けます。 この際、接合面にゴミが入っていたりすると、唸りや無負荷損の上昇につながりますので、細心の注意を払います。
コア入れ:EIコア編
EIコアはアルファベットの"E"の形をした薄いケイ素鋼板鉄心(E型と呼ぶ)を、左右から交互に差し込んで整形し、その後"I"の形をしたI型を差し込んで整形します。 E型コアを左右に適量持ち、真ん中にコイルを置きます。左手のコア1枚コイルに差し、次に右手のコアを1枚コイルに差します。 この作業を繰り返し行い、差し終わったらきれいに整形します。この状態で左右にI型の入る部分がすきっ歯のように空いていますので、そこにI型を差し込んでいくのです。
配線
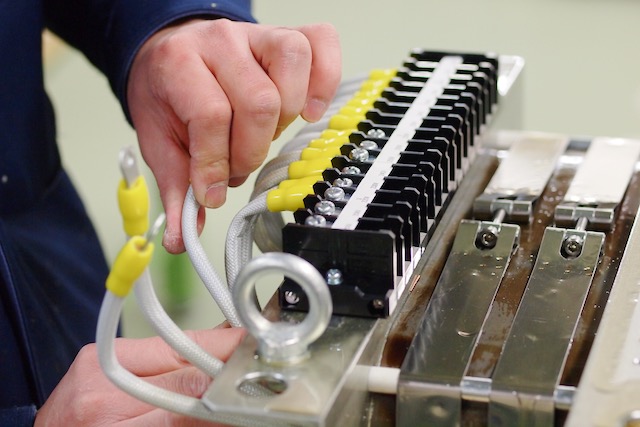
要求仕様に合わせ、コイルから出ている電線を配線、はんだ付けをし、外装紙を巻きます。
含浸/乾燥/仕上工程
ここでは、当社の含浸/乾燥工程についてご説明いたします。 トランスはその性質上、電気的な絶縁機能を有していなければなりませんし(オートトランスは除く)、構造的にも強固なものでなければなりません。この要求を満たすために、トランスにはワニス含浸という工程が必要です。
ワニス含浸
組立が終わったトランスは、絶縁材料であるワニスの入ったタンクに浸し、トランス内部更には絶縁紙内部にワニスを浸透させます。 ワニス含浸を行うことで、絶縁機能の強化だけでなく、ワニスの固化による機械的強度の向上や、湿気・埃などがトランス内部へ入り込むことを防ぎます。
乾燥
ワニスを含浸させたトランスは、前述の熱風乾燥機で一晩乾燥させます。 ワニスはそのままの状態ではドロドロとした液状ですが、加熱乾燥するとカチカチに固まります(正確には、加熱乾燥後常温まで冷却すると固まります)。 これにより、ワニス含浸し、加熱乾燥後のトランスは薄い被膜で覆われていてカチカチのものになります。また、トランス内部に浸透したワニスにより、絶縁機能を強化することが出来ます。
仕上・梱包
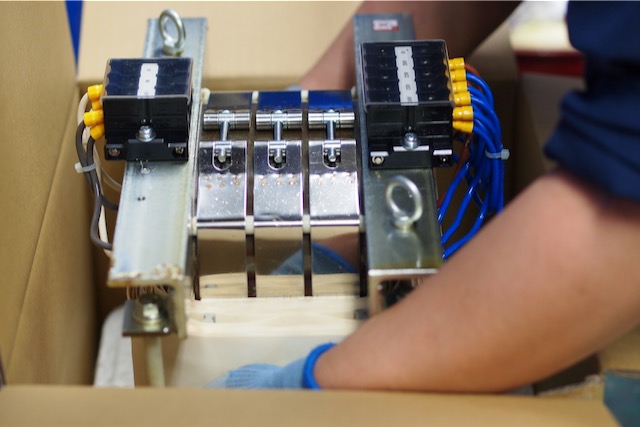
ワニス含浸・乾燥後、製品ラベルの添付や、端子台への配線、エポキシ樹脂の充填作業などの仕上処理を行い、製品の完成です。
カスタム設計製品は、その形状、寸法、重量は様々です。様々な形状に対応するため、製品形状に合わせた梱包材を作り出すことができる、インスタパック®を使用。カスタム形状に合わせた梱包を行なっております。インスタパック®での梱包方法は動画をご覧ください。
検査工程
ここでは、当社の検査工程についてご説明いたします。当社の検査は主に、原材料の受入検査と組み立てたトランスに対して含浸前に行う中間検査、出荷前に行う出荷検査の3つです。 以下に、中間/出荷検査で行う検査の内いくつかをご説明いたします。
耐電圧

トランスの巻線を全て開放し、規定の交流電圧を印加して絶縁破壊の起きないことを検査します。 耐電圧試験器は3000Vや5000Vといった高電圧を発生します。この電圧を1次-2次間、1次-アース間、2次-アース間などに印加し、絶縁破壊の起きないことを検査します。 当社のトランスは一部の小さなトランスを除き、全てのトランスが2000V以上の電圧を1分間印加して異常が発生しないことを検査しています(印加電圧はお客様の仕様や安全規格の仕様によります)。
層間耐電圧
トランスの2次巻線を全て開放し、1次巻線に定格の数倍の周波数で、定格の数倍の電圧を印加することで、巻線のLayer Shortを検出することが出来ます。 トランスの巻線は何層にも巻かれており、各層間には絶縁紙が入れられていますが、巻線/組立作業中の不測の事態により、各層間や隣り合った電線がショートすることが考えられます。 層間耐電圧試験ではこれらの不良品を検出しています。

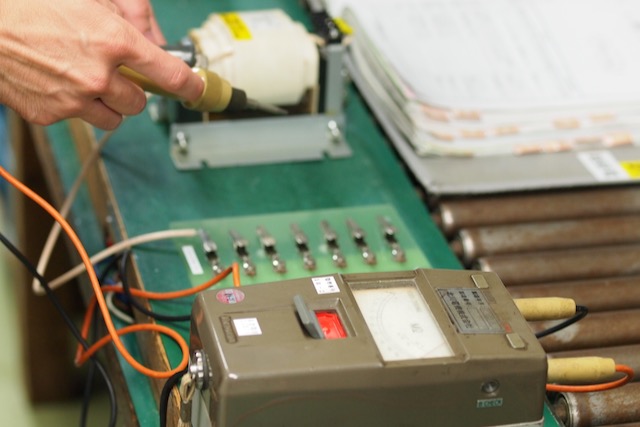
絶縁抵抗/漏れ電流
トランスの重要な機能である絶縁を最も簡単に数値化するものです。 絶縁物に電圧を加えると、初めのうちは大きな電流が流れますが、徐々に減少し一定値に落ち着きます。 この一定値に落ち着いた電流を「漏れ電流」といい、印加電圧を漏れ電流で割った値を「絶縁抵抗」といいます。 漏れ電流の値は加えられた電圧の強さに比例せず、電圧の1.5~2乗に比例するといわれています。 すなわち、絶縁抵抗は低い電圧では大きめに、高い電圧では小さめになります。 また、温度や湿度の影響も受けやすいので、絶縁抵抗や漏れ電流の測定は、測定条件などにも注意しなければなりません。
部分放電

特に高圧トランスにおいては、絶縁物内部に欠損やボイドがあると、その場所に電荷が集中し、やがて局所的に小さな放電が始まります。この局所的な放電を部分放電といい、将来的に大きな絶縁破壊へとつながる可能性があるので注意が必要です。 部分放電試験器により、この微少な電荷の移動を検出し、絶縁物内部に起こる部分放電の有無を評価することが可能です。これにより、将来的に絶縁破壊に繋がる潜在的不良原因が無いことを確認しています。
製品評価技術

高周波化、高電圧化が進むトランスやリアクトルでは、商用周波数(50/60Hz)の電源トランスには無い、高周波、 高電圧固有の現象により、発熱量の増加や信頼性の低下が起こるため対策が必要となります。
部品単位での性能評価が重視される高周波、高電圧製品。評価設備と評価技術により、お客様システムにマッチしたカスタム製品を実現します。
